When you click on links to various merchants on this site and make a purchase, this can result in this site earning a commission. Affiliate programs and affiliations include, but are not limited to, the eBay Partner Network.
And you'll basically need to replace the oil pump in order to get the crank trigger on a 94-95. IIRC the boss is there so if you're a ******* judo master with a hand drill you could drill and tap it maybe.
Before I posted that I checked my 94 block, it wasnt threaded. The 97 block I have is threaded, well duh because there's the VR crank sensor there for OBDII cars. It should only be original non-OBDII car oil pumps that lack the thread.
It's a '94 block. The pan sealant sure looked factory when I pulled it, but I guess the oil pump could have been replaced some time in its life. I guess the moral of the story is check first.
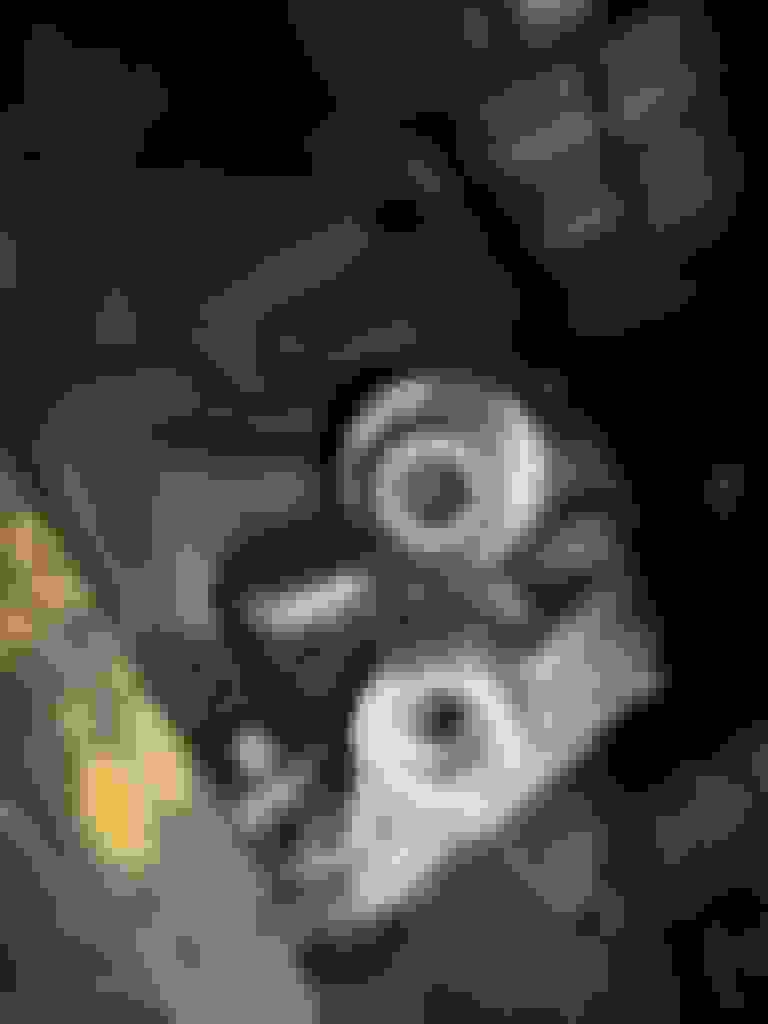
When you say the boss wasn't tapped, do you mean there was just a flat boss with no hole, or did it look like the one below. That's about the best shot I could get, and I still don't see threads. Like i said, I couldn't get an M6 in there, so there could be threads buried down in there.
Along this same line of thinking, if I'm going to integrate crank sensory into a '94 block, I need to add a timing wheel. This is gonna change the stackup thickness of all the things bolted to the nose of the crank. Would I need to replace the pulley and/or boss with a NB specific equivalent? I have to think that something's thinner to accommodate for the timing wheel.
Edit: this answered my question. Boss changed in 96 when crank position wheel was introduced.
Along this same line of thinking, if I'm going to integrate crank sensory into a '94 block, I need to add a timing wheel. This is gonna change the stackup thickness of all the things bolted to the nose of the crank. Would I need to replace the pulley and/or boss with a NB specific equivalent? I have to think that something's thinner to accommodate for the timing wheel.
Edit: this answered my question. Boss changed in 96 when crank position wheel was introduced.
Tap the hole, I bet it's the right diameter for m6x1 threads. Start tapping it, once it bottoms out, grind the tap flat on a bench grinder. Then tap the bottom of the hole. Kinda ruins a m6x1 tap, but it's still useful for chasing threads and if you're careful creating new ones. Plus they're only about $10.
The hole should be drilled correctly for M6x1.0. We had to do this on some of the very early BE pumps (like 6 years ago) before Travis started tapping them all at our request.
Tap the hole, I bet it's the right diameter for m6x1 threads. Start tapping it, once it bottoms out, grind the tap flat on a bench grinder. Then tap the bottom of the hole. Kinda ruins a m6x1 tap, but it's still useful for chasing threads and if you're careful creating new ones. Plus they're only about $10.
Yes if you can find one that'll work. Generally when you add coating, different tips, or other features like spiral flutes and what not the price goes up.
I do not understand the purpose of a spiral point plug tap. A spiral point tap is made the way it is to propel all the chips forward, generally used in through holes only. Using one in a blind hole will lead to tears.
Regardless, the second tap Curly posted is not a hand tap and should not be used as such. It's made for highly rigid tapping machines, it'll break if you look at it funny.
When you grind the point off a tap you need to be sure it's done perfectly perpendicular to the threads, it's possible to have too many thread starts with a three flute hand tap if you grind the end off at an angle. It will shred stuff, quick. I do not like doing it, at all.
I'd just use a normal tap and find a slightly shorter bolt. 1.5x bolt major diameter is plenty of engagement for something like that.
Bottom taps aren't special or exotic. They are right next to the starter and plug taps for the same price. Grinding a tap flat with out the proper end chamfer is also stupid as it always leaves the last tooth or 2 super thin, and it usually breaks off in the bottom of the hole once it starts taking a chip load.




 11-23-2016, 06:45 PM
11-23-2016, 06:45 PM


 0
0












