When you click on links to various merchants on this site and make a purchase, this can result in this site earning a commission. Affiliate programs and affiliations include, but are not limited to, the eBay Partner Network.
I'm having a go at porting one of my spare heads that I had lying around. I'm just going to get into and try a few things and see how it goes before I attempt it on a final head. I imagine the difficulty is in getting all the ports the same, so knowing the staging of tools and timing the work on each port will be fairly critical to getting a consistent result. That's the experience and knowledge I plan to pick up whilst working on this first head.
I have a couple of questions that someone here might be able to offer some advice on:
1) The valve guides... can you just knock them up out of the runners and then drop them back down to the required height once you've finished porting? The head has done lots of miles but the guides seem ok. Or is it best just to go and replace them when you've finished?
2) The valve seats... They are hard to not damage when porting / polishing the camber / unshrouding the valves. I'll mask them up to stop any knicks but they'll need to be re-machined with a 3-angle seat when finished. If I go for an oversized valve, do I need to install a larger seat or is the stock one fine? If I keep the stock one, then do I also need to get it bored out a bit for extra flow or is that optional? I'd imagine taking another 1mm out of the valve seat could make it easier to fall out as they aren't the biggest seat to begin with.
3) Polishing the chamber.... The stock valve seats sit above the combustion chamber by 0.5mm or so. It makes it hard to get in around the seats to get a clean finish on the rest of the chamber. Can you do anything here? Just try and round the seat edge a bit maybe?
I've done it with positive results. The inside of our heads are terrible.
First, since you wont have a flow bench or anything, focus on knocking down sharp edges. Casting flash in the ports on mine were terrible. Go all the way down to the valves. Once the flash is gone, don't hog the ports out, just make them a consistent finish. I think I finished up with like 200 grit sanding wheels.
In the chamber, I managed to get some stock valves that were turned down wafer thin. This allowed me to get in with a small dremel stone and knock down the tops of the seats and round the edge. I cut down all the sharp edges in the chambers and polished them best I could.
don't forget the valve bowls.. The transitions from port to bowl are bad, and there is a steep ridge behind the valves, smooth it all out and blend into the port. you definitely want to have a valve job done once your finished.
I did this the same time as cams and SUBS, so I'm not sure how much power it was worth, but my engine used to fall flat starting at 6k RPM, and by 8K it was making almost no power at all... now it just keeps on pulling. I will say this though, considering the dozens hours I have into the head, I wish I had just paid someone else. Last time I checked, FM charges $2K, its worth it.
Check out the Neway cutters. They are money if you want to do your own seats.
I bought a fancy set to do my cylinder head. 5 angle on intakes, 4 angle on exhaust, and the exhaust were cut 1mm oversize for bigger valves. Works great, my valve clearances have not moved more than 1 thousandth than what it was when I built the head and set the clearances then, and it's seen 3 years, 15k miles, and tons of trips past 8,500. Highly recommend.
OP, change the guides if you remove them, they're cheap.
You can cut the stock seats to 1mm oversize. Be advised actually opening it up to flow better (the goal of having a bigger valve) takes a lot of effort/time.
Here's a couple pics how I did my seats to answer question 3.
I second Pat's comment on how long it takes. I spent a month on mine (porting, de-shrouding, seats). 5 angle intakes 1mm over, 4 angle ex stock diameter. Super rewarding though, and it dropped the SC boost by ~2psi, which equates to almost a 12% flow increase.
Those Neway cutters look easy enough to use and aren't ridiculously priced. The tricky part will be mounting the head flat in the mill but I could probably make up a jig to make that work. I found this site which makes 3 angle cutters for the Neway heads: new3acut
Pat it looks like your seats were actually lower than the aluminium of the combustion chamber so you ground the chamber to the seat. On my head the seats are raised making it hard to get to the chamber surface near the seats. I'll talk to the machine shop today and ask about the seats, maybe get these ones removed after I've done the initial bowl work so that I can work on the chamber surface then get newer ones installed. I'm not sure my mill would be up to task to remove the seats without damage... though I suppose you just have the shell them out.
I'm not worried about the time it will take. I can do it over a month or two and just work my way along. I find it quite meditative anyway and it's a great way to really understand how porting is done.
Those Neway cutters look easy enough to use and aren't ridiculously priced. The tricky part will be mounting the head flat in the mill but I could probably make up a jig to make that work. I found this site which makes 3 angle cutters for the Neway heads: new3acut
Pat it looks like your seats were actually lower than the aluminium of the combustion chamber so you ground the chamber to the seat. On my head the seats are raised making it hard to get to the chamber surface near the seats. I'll talk to the machine shop today and ask about the seats, maybe get these ones removed after I've done the initial bowl work so that I can work on the chamber surface then get newer ones installed. I'm not sure my mill would be up to task to remove the seats without damage... though I suppose you just have the shell them out.
I'm not worried about the time it will take. I can do it over a month or two and just work my way along. I find it quite meditative anyway and it's a great way to really understand how porting is done.
I would recommend keeping the stock seats. I've seen aftermarket seats be a lot softer than the OEM seats, and thus wear really really fast, especially in high performance applications. I would not swap the seats out if I were you, I know what you're going to do with this thing.
If your seats are sticking out, you can cut them down a bit with the cutters when you cut the angles. Any material removal from the seats is going to remove metal anyways, which lowers the seat height. So you can "fix" that when you cut the seats, no problem.
I would love to see one day what kind of power curve I'd make with aftermarket cams. I make peak power at 7,800 now on stock cams with the headwork on the current setup.
I spent 200 hours total doing the porting/machine work/assembly of the head I posted. Works great though.
No need to jig it, just get the right guide. I actually did mine on a larger upsidedown storage bin lid so the copious amount of cutting oil/brake clean/ aluminium/and blue dykem didn't get everywhere. You will prop it up and spin it around a bunch.
. I found this site which makes 3 angle cutters for the Neway heads: new3acut
Just looked at your link. That doesn't look like you can adjust the seat width, or location with that. You will want to target specific values for the seat width, and locate it as far out as possible for maximum flow. Looks like you can't do either with that tool. If so, I would not buy it.
I spent 200 hours total doing the porting/machine work/assembly of the head I posted. Works great though.
yeah, I seem to remember being in the 140-150hr range on the head, not including the adaptive calculation tool I put together to calculate all of the diameters and such or the books I read to learn how to do it.
yeah, I seem to remember being in the 140-150hr range on the head, not including the adaptive calculation tool I put together to calculate all of the diameters and such or the books I read to learn how to do it.
pat, we seem to have pretty similar paths.
lol, that does seem to be true! I compounded mine the way I did so I wouldn't have to upgrade my boost setup for a longgggg time. Before I kept building setups and maxing them out and then wanting more. Now I keep maxing out my fuel system instead of my boost system.
Just looked at your link. That doesn't look like you can adjust the seat width, or location with that. You will want to target specific values for the seat width, and locate it as far out as possible for maximum flow. Looks like you can't do either with that tool. If so, I would not buy it.
Thats the next part that gets tricky, seat width and placement. I assume with that cutter you have to buy a cutting tool that matches the required angles and seat width. I'll keep looking around.
So on a miata head you want something like a 1mm seat on the intake and at least 1x5 times that on the exhaust? It probably depends on valve size, boost, material of the valve etc.
In regards to placement my understanding is you can have the intake valve contact surface right up to the edge of the valve, whilst the exhaust valve needs to be slightly off the edge?
So If you do a simple 3 angle cut, can you hand port seat to blend the inside angle into the bowl?
lots to learn!.. and 175-200 hours of porting work! I think my plan is to get it 'close enough' in half that time
Thats the next part that gets tricky, seat width and placement. I assume with that cutter you have to buy a cutting tool that matches the required angles and seat width. I'll keep looking around.
So on a miata head you want something like a 1mm seat on the intake and at least 1x5 times that on the exhaust? It probably depends on valve size, boost, material of the valve etc.
In regards to placement my understanding is you can have the intake valve contact surface right up to the edge of the valve, whilst the exhaust valve needs to be slightly off the edge?
So If you do a simple 3 angle cut, can you hand port seat to blend the inside angle into the bowl?
lots to learn!.. and 175-200 hours of porting work! I think my plan is to get it 'close enough' in half that time
I did my intakes at 50, exhaust at 70 thousanths. Fat seats for reliability as I rev it to the moon and didn't want failures and it's a street car, not a race car.
Yes you got the placement right as you described is how I did it. Also as you said, you can port the upper and lower angles into the bowls and into the combustion chamber. I did that too. Don't have any great photos of it, but I used a dremel to do this part. Be very very careful as you're very close to ruining a seat trying to do this. I bumped one and had to redo it.
Only photo I have, not the best to show as it's not zoomed in enough.
Its a very nice disection of a 1999 F1 v10 head showing ports, valves etc.
Has anyone tried fitting SR20DE valves in a miata? I think they will fit nicely... I'll pick up a few tomorrow from a mate. Valve lengths are very similar, shaft size is 6mm and valve sizes are basically 2mm larger than a stock miata. I even think the collet ring is the same.
The SR20DE valves are a direct fit. They are a slightly larger stem diameter @ 5.97 vers the 5.94 of a miata but they slide in nice and snug into the head I'm using, in fact they are far less sloppy than the valves that came out due to wear. The head of the Intake valve is 34.15 which is 1.15mm larger than the stock miata intake. The exhaust is 30.15 so 2.15mm larger than a miata.
I'm going to try them because, I'm cheap and these valves are free. Plus I like experimenting so I figure why not. My car is already a frankenstein of Mazda, Honda and Toyota parts... may as well add Nissan to the list.
I started cleaning up a combustion chamber but since I have a CNC machine at home, I figured I may as well make up a 3D model and run it on the machine. That way I know every chamber is identical. It was going to take me around 2 hours per chamber so I figure this is more fun this way. The machine is only a 3-axis machine (has a rotary too) but it will fit the head in fine.
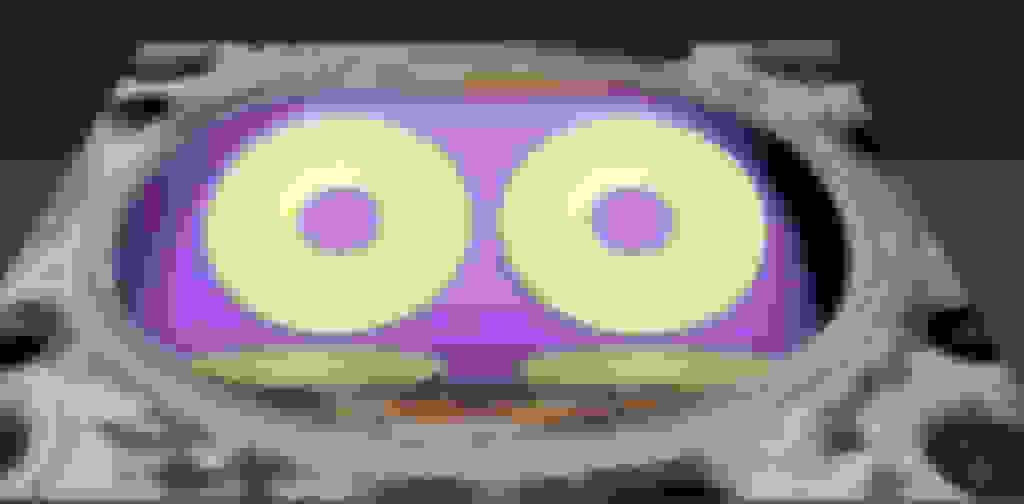
So I took an array of photos with my mobile phone, ran it through AGI Photoscan and produced a nice and accurate 3D model of one of the existing chambers. If ever you do this, you need to make sure the lighting is fairly ambient and the surfaces are non reflective. A dirty combustion chamber and valves scan very well! here is the 3D Model
I scaled it up to measurement, then skin modelled the chamber with the larger SR20 valves. This head will be going on a 84mm bored block so I unshrouded all valves out to this limit. I kept the rest of the combustion chamber the same and blended in the wider arc around each valve back into the original border.
40 minutes later - this is the model with the larger valves and the unshrouding:
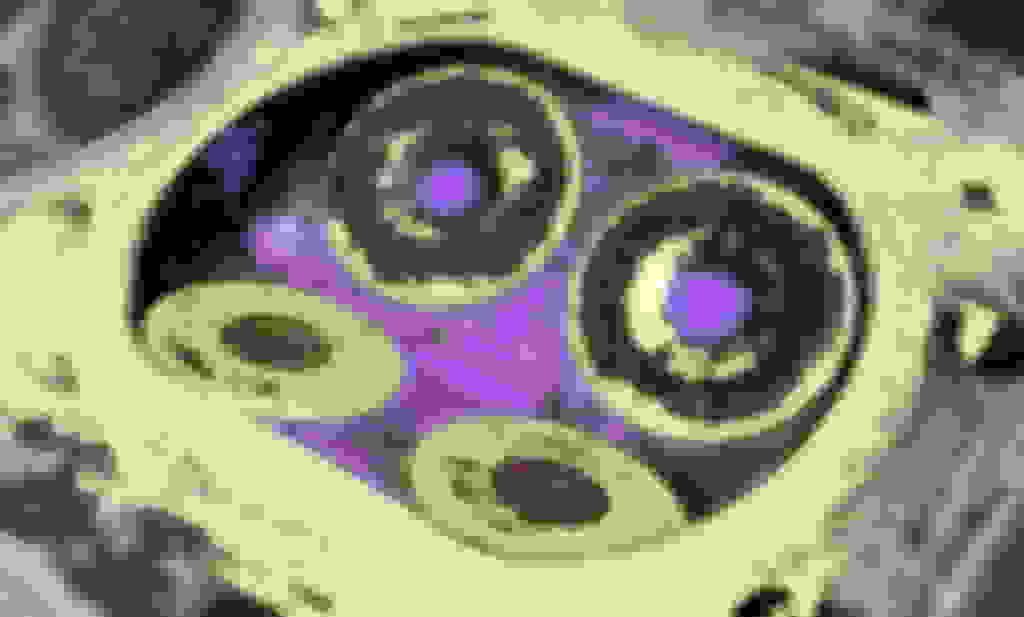
Here is a close up on the intake. You can see clearly in the photoscan the little ridge that runs around each valve where the seat was cut in. This is my main focus for the cleanup.
With 3D Model:
Lastly,
here is the 3D model on at the same time as the photoscan. You know the 3D model is close to the base when it intersects approx 50%.
This is awesome. Can I send you my head this winter???
Is there a market for CNC unshrouded and polished combustion chambers?
I ran an initial roughing pass and here is a pic from halfway through a second roughing pass. I'm just taking it easy stepping down into the chamber slowly to see where the model needs adjusting.
Once the 3D model is correct it should only take a couple of hours per chamber to machine.


 08-03-2016 | 01:32 AM
08-03-2016 | 01:32 AM

 0
0