When you click on links to various merchants on this site and make a purchase, this can result in this site earning a commission. Affiliate programs and affiliations include, but are not limited to, the eBay Partner Network.
Here is the story. We had a broken cup on the TIG and were getting trashy welds. Not so much at the flange, but the butt joints. Also, likely because he was used to making tubular headers, my Son-in-Law chose to us Si-Bronze filler, so these are really TIG brazed joints.
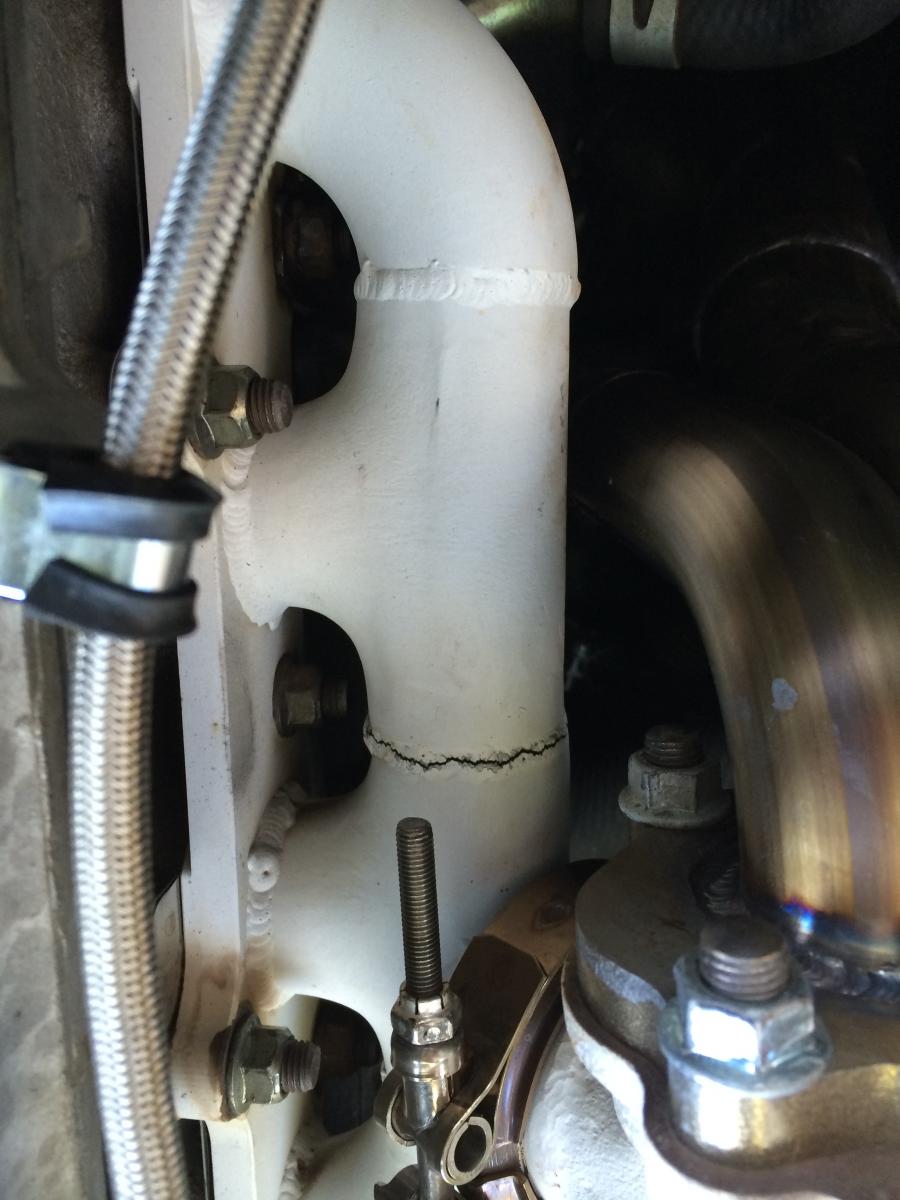
This crack leaks for about 2 minutes at start-up and then the heat closes it. I plan to run a while like this to make sure there are no other weak joints before we pull it and repair.
When I do repair, I will run it for a while longer before getting the ceramic re-coated.
Questions:
1) Should we grind out the bad and go back with Si-Bronze, or use real weld this time?
2) Should I cut the flange?
Downpipe is segregated with main solid, and waste gate sliding joint. After they join, we have a 2.5" v-band, expand to 3", then is clamped at end of XMSN with a modified FM exhaust support clamp. Then a flex joint and out the back in a conventional manner.
IMO if you're getting it coated just do the whole thing with mild steel and it'll be bomb proof. Have BMC race make you a flange, email them and get a "premium" flange that does the oval to round taper in the flange to make it a complete piece of cake.
It is all mild steel with the oval to round flange holes. If I re-do it will be the same and not stainless parts or filler. Main question is could / should it be repaired, and if so is PROPERLY done braze OK, or should I go with PROPERLY done weld. I also agree that, if I repair, then I must get all the bad filler out and get to virgin base metal.
Since it is braze, there will be little mixed zone and it will be easy to see when all of the old filler is ground away.
My weld-al manifold i had on my turbo FE3 cracked similarly, but not as bad as pictured. I ground down the welds, and just re-did it. My friend did a fresh ceramic coat on it for me, and had the flanges milled flat since they warped from my welding a tad. Never had another issue with it.
What we have decided is to leave the fillet flange braze joints and grind or cut the butt brazes out and weld. Then I will pretty up the welds before re-coating.
EDIT: See post 12. We did not try to salvage this brazed manifold.
Last edited by DNMakinson; 04-02-2017 at 05:14 PM.
What we really did was rebuild from scratch. Used ER70S-2 rod on the CS weld fittings. I had a picture of the finished assembly, and thought I had posted, and got comments, but I cannot find where.
Bottom line, this new one cracked also:
Crack is between 1 & 2, so not a place that is highly affected by turbo weight, in my estimation.
This time I think we will grind out the bad part and re-fill. But input is welcome. Maybe some diamond reinforcements? Seems like it should not be necessary.
Note that the white finish is Aluminum flame spray, not ceramic, so it should remove easily.
Hard to see much from the pic, but did you vee out the part, and do a root pass to get good penetration, then a cap on top? Right or wrong, I usually weave a bit and that seems to make for a strong weld.
It looks to me like the Tee that's holding the turbo, and the 90 that cracked that it was welded to had poor fitment/alignment which I would guess means the weld connecting them is compromised, and the crack started because of the misalignment causing a weak weld. If this is the case, you could cut a small section out there and weld in a short section that fits right on both ends, and weld that in. That gets rid of the contaminated area near the weld, and fixes the misalignment.

 05-08-2014 | 01:23 PM
05-08-2014 | 01:23 PM

 0
0















